
Eficiencia General de los Equipos o OEE que son las siglas en inglés de Overall Equipment Effectiveness es un indicador para calcular qué tanto se está aprovechando la maquinaria.
En TPM lo mencionamos y hoy queremos explicamos todo sobre este indicador: qué es, para qué sirve y cómo se calcula.
Qué es Eficiencia general de Equipos (OEE)
El indicador se puede aplicar a nivel específico o general, es decir que puede ser aplicado a una máquina, a una línea de producción o a la planta completa, de ahí que sea utilizado en muchas industrias del mundo y sirva para dar una visión de qué tan productiva es una industria en ámbitos regionales, nacionales e internacionales.
OEE establece una comparativa entre la cantidad de piezas que podrían haberse producido si todo hubiera ido perfectamente, y las unidades sin defectos que realmente se han producido, por lo que su interpretación es simple. Por ejemplo, un porcentaje de 70%, indica que de cada 100 piezas que se pueden producir dada una capacidad específica, solo se logran 70.
Te puede interesar: Capacidad de producción: Qué es y cómo se calcula
¿Pero por qué es entonces tan importante este indicador? Demos un vistazo a las ventajas del indicador OEE.
Ventajas de OEE
¿Para qué sirve calcular el OEE? En síntesis, la eficiencia general de equipo nos muestra la capacidad real para producir sin defectos. Entre sus ventajas está:
- El indicador se puede aplicar en diferentes escalas, desde una sola máquina hasta una linea de producción o toda la fábrica.
- OEE se aplica a diversas industrias a nivel global, por lo que permite establecer un punto de comparación de qué tan productivos somos frente a empresas de la misma industria en ámbitos regionales, nacionales o internacionales.
- Es de fácil interpretación.
- Debido a su forma de cálculo, se puede identificar fácilmente si es la disponibilidad, la eficiencia o la eficacia quienes están afectando el indicador y de esta forma elaborar estrategias dirigidas a un componente específico.
- Es un punto de partida cuando se van a realizar mejoras en la producción, por ejemplo el cálculo constante de OEE es un paso necesario cuando se implementa TPM.
Cómo se calcula OEE
Para calcular la eficiancia general de equipos antes es necesario comprender los componentes:
OEE= Disponibilidad x Eficiencia x Calidad
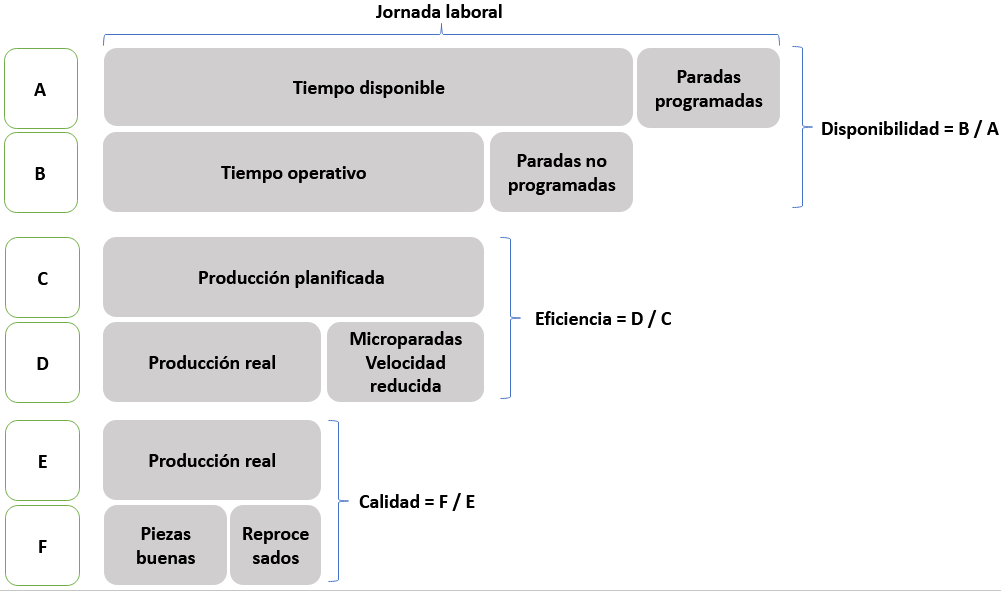
Coeficiente de disponibilidad
La disponibilidad (D) es la fracción de tiempo que el equipo se encuentra operativo. Se calcula partiendo del tiempo disponible y descontando tiempo de inactividad generado por reuniones de taller, descanso, preparaciones, averías, etc.
Coeficiente de eficiencia
La eficiencia (E) es el nivel de funcionamiento de acuerdo con los tiempos de paro, por lo que contiene tiempos muertos, velocidad de operación más baja que la diseñada y paradas menores.
Coeficiente de calidad
La calidad (C) es la fracción de la producción lograda que cumple con los estándares de calidad, es decir que cumple los requisitos del producto.
Con esto ya tienes una idea de cómo calcular la OEE. Vamos a detallar un poco más los parámetros de los componentes:
Tiempo total: tiempo disponible + tiempo planeado (comida, mantenimiento preventivo, descanso, etc).
Tiempo disponible: tiempo total – tiempo planeado.
Tiempo operativo: tiempo disponible – tiempo muerto (alistamientos, cambios, fallos de equipo, etc)
Tiempo muerto: tiempo por daños + tiempo por alistamientos y material
Disponibilidad: (tiempo disponible – tiempo muerto) / tiempo disponible
Eficiencia: producción total / (tiempo operativo x capacidad)
Calidad: (producción total – defectos y reprocesos) / producción total
OEE = disponibilidad x eficiencia x calidad
Como ves, el cálculo de la eficiencia general de equipos considera los componentes de la producción industrial, por lo se considera de vital importancia en Lean Manufacturing y más específicamente en el mantenimiento productivo total (TPM). Su cálculo se hace antes, durante y después de la implementación de mejoras, lo que permite tener evidenciar el impacto de las mejoras sobre la producción.
Ejemplo de OEE sobre una máquina
Aplicaremos este ejemplo de eficiencia general de equipos en una máquina. Según el proveedor, la capacidad máxima de la maquina es de 260 piezas por hora.
- Se tomó un registro de funcionamiento de la maquina de 300 horas.
- Durante el registro, se realizaron mantenimientos preventivos que sumados tomaron 16 horas.
- Se evidenció que por diversos fallos la máquina dejó de funcionar 34 horas.
- La máquina tuvo que detenerse por 4 horas debido a alistamientos y cambio de materiales.
- Se evidenció la producción de 45.409 piezas.
- De las piezas producidas, 3802 tuvieron desperfectos.
¡Empezamos!
tiempo disponible: 300h – 16h = 284h
tiempo muerto: 34h + 4h = 38h
tiempo operativo: 284h – 38h = 246h
disponibilidad: tiempo operativo / tiempo disponible = 246h / 284h = 0,87
eficiencia: producción total / (tiempo operativo x capacidad) = 45.409 piezas / (246h x 260 piezas /hora) =0,71
calidad: (45.409 piezas – 3.802 piezas malas) / 45.409piezas = 0,92
OEE = 0.57 o 57% (El resultado podría variar un poco debido a la cantidad de decimales)
Modelo OEE en Excel
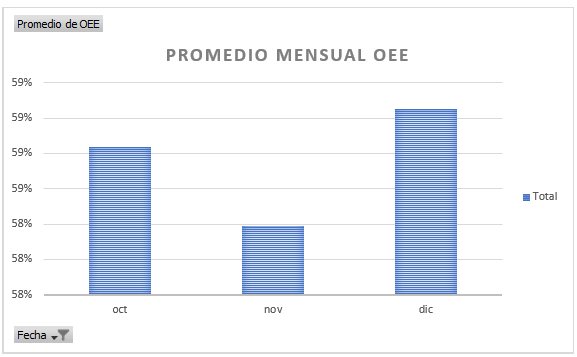
La plantilla contiene la formulación del ejemplo que desarrollamos aquí, pero también un ejemplo con registro diario del valor OEE con gráficos dinámicos. Estoy seguro que te servirá como idea para desarrollar algo más elaborado en tu empresa.
Para descargarla, haz click aquí.
Duda, la disponibilidad = tiempo operativo/ tiempo disponible ó
tiempo de productivo/tiempo programado
se puede aplicar en equipos biomédicos? y dónde están los resultados para luego comparar?
De donde salio el 57%?
Hola Marcela.
Sería el resultado de disponibilidad x eficiencia x calidad, calculados previamente. Es decir, respectivamente 0,87×0,71×0,92.
como actualizo los graficos si cambio los valores?
Buenas Tardes, Excelente Material.
Quisiera consultar, Si deseo calcular la eficiencia de una Línea completa de Producción, considero todos los equipos involucrados? y de tener un proceso manual en la línea, cómo puedo considerarlo?
hola, me podria sacar una duda: como tomo el tiempo si tengo una operación que dura varios días de trabajo, pero la jornada laboral es de solo 8 hs, por ejemplo horario de trabajo es de 7 a 15 hs .,la maquina arranca hoy a las 11 hs y termina mañana 14 hs ,,,cual debería ser mi tiempo productivo. O hay alguna manera de sacar este dato en excel?. si bien se que el tiempo que demoró es de 11 hs ,,pero como llevo en mi base de datos de excel?.. por porcentaje de dia de operación?..saludos y gracias
Si mi jornada laboral es de 8 horas pero sucede en un horario de 8:00 a 17:00 (9 horas) porque el operario cuenta con 1 hora para salir a almorzar ¿sería correcto tomar 8 horas para el calculo de la disponibilidad? Estaría contemplando solamente el tiempo de trabajo efectivo.
Hola Jose, ese tiempo se debiera considerar en el tiempo total. debiera considerar las 9 horas.
Gracias por la publicación, la explicación es clara y concisa
Como interpretar el 0.57 o 57% en el ejercicio??
Hola Alex.
Lo puedes interpretar como de cada 100 piezas que se logran producir dada una capacidad específica, solo se logran 57.
Excelente trabajo se puede medir todo gracias por la informacion.
Por favor corregir 3802 piezas malas por 3,802 ya que las personas que realizan el calculo en una calculadora o en Excel van a tener errores ya que tomara el numero como entero y no como un decimal.
Hola Katerine. Ajustado. Un saludo.
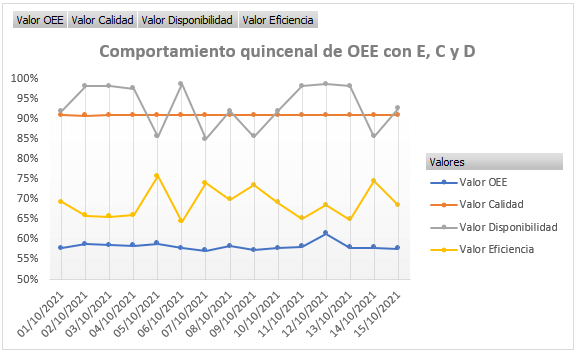
Podrian indicarme como interpretar los datos del grafico?
Hola Eliezer.
El gráfico expone el comportamiento de la OEE y los indicadores que la componen a través de los 15 primeros días del mes de octubre. Un vistazo general de esta forma te puede ayudar a identificar qué está fallando y tomar acciones ágiles.
Como se puede aplicar el OEE para procesos de servicios?
Se puede considerar tiempos improductivos, en este caso se debe realizar un estudio de tiempos para calcular el tiempo estándar del servicio específico.