¡Entusiasta! Hoy continuamos con contenidos de Lean Manufacturing y abordamos un concepto sencillo pero con una implementación poderosa.
Estamos hablando del tiempo tacto o Takt Time, y hoy viene Carlos Manuel Gil como autor invitado, y nos va a contar qué es Takt Time, para qué sirve y por supuesto, ejemplos prácticos de Takt Time.
Así que, ¿empezamos?
Takt Time es un concepto altamente utilizado en la industria para determinar la velocidad y el ritmo con el que el consumidor compra y utiliza nuestros productos. Es decir, en cuánto tiempo va a adquirir nuestro producto nuevamente para así producir esa misma cantidad de unidades.
Es una de las principales herramientas y de las más sencillas para construir un sistema de manufactura esbelta y así evitar el gran problema de la sobreproducción.
Para describirlo de mejor manera, es importante saber cómo funciona dentro de un sistema de fabricación JIT, y cuál es la fórmula para calcularlo.
Cuando hablamos de Takt Time y de JIT, se nos viene a la cabeza uno de los principales problemas que tiene una empresa: manejar adecuadamente sus niveles de inventario.
Si bien conocer el objetivo y la función de los inventarios es imprescindible para entender cómo balancearlos, esto se vuelve un reto en la realidad.
Es por eso que el Takt Time, en conjunto con Kanban y Heijunka, se vuelven herramientas esenciales para comprender qué es JIT y cómo funcionan los sistemas esbeltos de manufactura.
Qué es Just in Time
Generalmente el cliente al comprar un producto, espera que este sea de altísima calidad y valor, por lo que el precio y la velocidad de entrega juegan un papel enorme para que esto sea posible.
Para lograr la calidad, esta filosofía se enfoca en eliminar por completo los desperdicios que inundan los procesos, dando como resultado una reducción tanto en el costo de la fabricación como en los tiempos de entrega.
Si descomponemos el sistema en sus partes, encontraremos que los elementos centrales son:
- Flujo de una pieza (One piece flow)
- Sistema Pull
- Takt Time
Para que la manufactura sea esbelta, es necesario conectar todos los procesos productivos de tal suerte que puedan moverse al mismo ritmo que las ventas.
Just in Time es el sistema (el pegamento si se quiere interpretar de esa forma), encargado de que todos los procesos interconectados fluyan equilibradamente.
Si bien su implementación no es sencilla (se requieren grandes esfuerzos de Kaizen, mejoras en la estabilidad de los procesos y perfeccionamiento de los sistemas de mantenimiento entre otros) los beneficios que obtienen las empresas que logran implementarlo son innumerables.
A continuación describimos cada una de las partes del sistema.
¿Qué significa One Piece Flow?
El flujo de una sola pieza o One piece flow, es un término acuñado en Japón, al ver que las fábricas lograban reducir sus esperas reduciendo a la par sus tamaños de lotes. En esencia ese es su significado. Aunque parezca contra intuitivo, para optimizar el flujo de materiales dentro de cualquier proceso productivo, el tamaño ideal es siempre de una pieza.
Con esto nos referimos a mover solo una pieza a la vez. El estándar ideal es mover esta pieza por medio de procesos continuos, balanceados y equilibrados para así tener desperdicios mínimos. Solo así será posible la tan esperada creación de un sistema de manufactura esbelto Just in Time.
Cabe mencionar que para que este flujo funcione, los procesos deben ser fabricados a la velocidad requerida por el proceso siguiente y en la cantidad requerida por el proceso siguiente.
¿Qué es Pull en un sistema de manufactura JIT?
Ahora la segunda parte de JIT es el sistema Pull. Su traducción literal es “jalar”, y junto con el Takt Time es la filosofía central que se utiliza para planear la producción en los sistemas de manufactura esbeltos basados en JIT.
Si comparamos la manera occidental que se basa en un sistema Push con el sistema Pull, la diferencia es considerable. El sistema de “empuje” se basa en crear un pronóstico de las ventas para hacer una idea general de las necesidades de producción.
Con este pronóstico, se planean después las capacidades de producción, la compra de materias primas, la contratación de personal de producción. Y después se produce, sin siquiera tener en cuenta el consumo o venta real en el mercado, asumiendo que la proyección de ventas es real y que todo lo fabricado será vendido.
Esto quiere decir que el sistema push establece los productos a realizar con base en predicciones del futuro para después empujar al mercado. A diferencia de Push, Pull se enfoca únicamente en planear la producción de acuerdo a la velocidad con la que el mercado ya está consumiendo nuestro producto.
De esta forma se pueden evitar desperdicios y aprovechar de mejor manera los recursos de la empresa.
Los sistemas de producción basados en Push suelen generar muchos desperdicios, siendo el principal de ellos la sobreproducción.
Los sistemas de producción esbeltos basados en principios de JIT utilizan herramientas como Kanban y Heijunka para prevenir la sobreproducción, reducir los inventarios y mejorar los resultados de las empresas.
Adicionalmente, podemos utilizar herramientas como las 5S’s para reducir desperdicios de búsqueda, tiempos muertos o estrategias de mejora en el consumo de recursos.
Takt Time
Ahora bien, al comprender y conocer todos los conceptos anteriores, hemos llegado a la definición más importante de este artículo.
Usualmente, cuando preguntamos en alguna sesión, la definición que obtenemos es: “El Takt Time es la velocidad con la que producimos”. Debo decir que esta es una definición imprecisa.
El Takt Time es el ritmo “ideal” de fabricación.
Vamos a desmenuzar esta explicación al mostrar la fórmula con la que se calcula y aplicarla sobre un ejemplo de takt time:
Takt Time = 𝑇𝑖𝑒𝑚𝑝𝑜 𝐷𝑖𝑠𝑝𝑜𝑛𝑖𝑏𝑙𝑒 𝑝𝑜𝑟 𝑇𝑢𝑟𝑛𝑜 / 𝐷𝑒𝑚𝑎𝑛𝑑𝑎 𝑇𝑜𝑡𝑎𝑙 𝑝𝑜𝑟 𝑇𝑢𝑟𝑛𝑜
Al analizar los componentes de la fórmula, podemos ver que está compuesta por elementos externos e internos:
- Externos: La demanda total por turno.
- Internos: Tiempo disponible por turno.
Por lo tanto, el resultado de la operación nos dirá la velocidad ideal a la que debemos producir, para satisfacer todas las necesidades del mercado.
Ejemplo de Takt Time
Vamos a suponer los siguientes datos para nuestro caso de takt time:
- Demanda mensual: 1600 unidades
- Minutos de trabajo por día (8 horas): 480 minutos
- Días laborables de un mes: 20 días
- Minutos de descanso por día: 60 minutos
- Disponibilidad de las máquinas: 90%
- Porcentaje de scrap: 2%
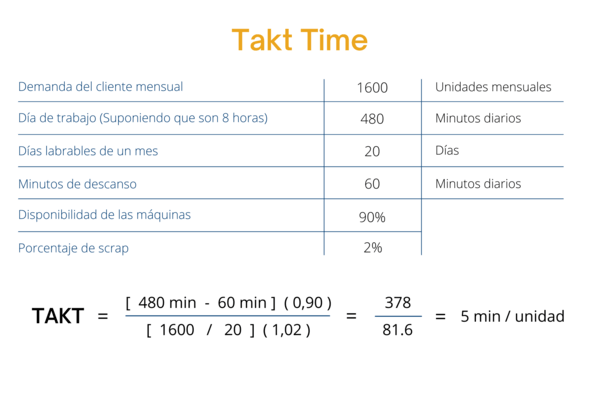
Considera el scrap como el porcentaje que se desecha o pierde durante el proceso de manufactura y se calcula hallando la relación entre el desperdicio y lo producido.
Fíjate que en la operación utilizamos 1.02 y no 2%. Ese 1.02 es equivalente a sumar el porcentaje de scrap a la división de la demanda por los días laborales del mes, es decir (1600 / 20) * 2% + (1600 / 20). Recuerda la prioridad de los paréntesis en esta operación.
Al calcular el takt time obtenemos un resultado de 4.63 minutos por unidad. Lo redondeamos a 5.
Ahora bien, en caso de que la demanda sea por mucho superior a las capacidades de la planta, tenemos un problema. Eso quiere decir que nuestro tiempo de ciclo será mayor al Takt Time y no podremos satisfacer las capacidades del mercado.
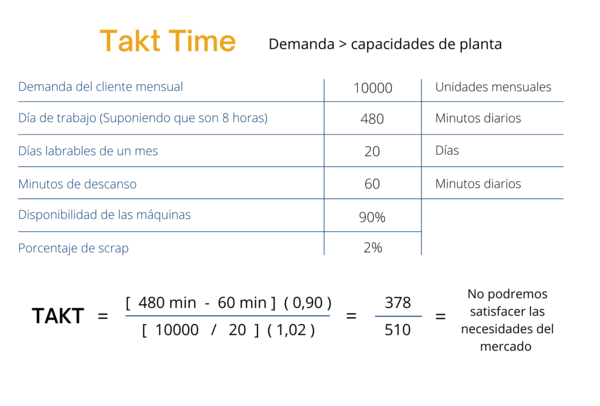
En el caso inverso, tendremos que ajustar el tiempo ciclo de nuestra planta, para adaptarlo a la velocidad de consumo del mercado y evitar así la producción de desperdicios.
Autor: Carlos Manuel Gil Pérez: Director General de Instituto Mudanai
Creamos el Instituto Mudanai hace más de 10 años con el objetivo de auxiliar a cualquier miembro de su empresa a mejorar e innovar sus procesos. Queremos crear valor para las personas, empresas y sociedad a través de la innovación y profesionalización del talento humano. Nuestro nombre significa “sin desperdicios” en japonés: con esta filosofía, ofrecemos alta capacitación en nuestros cursos y talleres, los cuales facilitan el cambio constructivo en las personas y organizaciones.
si trabajan en 3 turnos de 8 horas , cambia el tiempo takt?
Hola buenas, considerando que el tiempo son 5min/unidad, esta no sebrepasa la demanda, ya que si yo obtengo la producción de un día, que seria lo siguiente: 60/5 x 7 horas de tiempo total, nos daría 84 piezas por 8 horas (se contempla la hora de descanso), ahora bien si esos 84 lo multiplico por 20, da como resultado =1680, que hago en este caso si son 1600 las demandadas, entiendo que el tiempo es para saber cuanto puedo producir y llegar a la meta
Buen dia Jeff, tienes que considerar la eficiencia o dsiponibilidad de las máquinas y el scrap, tendrias que trabajar con un mapeo de Cadena de valor y bajar algun tiempo de valor no agregado.
Hola buenas no hay articulo sobre el flujo continuo ?
Hola , en base a lo mencionado en el articulo ¿como se calcula la «DEMANDA MENSUAL» para el Talk Time? ,ya que entiendo que esta demanda no se calculan con los pronósticos de demanda porque sera utilizada para un sistema PULL.
Hola, como se obtiene el 1.02 ????
Hola Adrián. El 1.02 es equivalente a sumar el porcentaje de scrap a la división de la demanda por los días laborales del mes, es decir (1600 / 20) * 2% + (1600 / 20).
hola, no tengo clara la ecuación ya que haciendola,no me da el dicho resultado
Hola no entiendo como sacar el 1.02 haciendo esta operación (1600 / 20) * 2% + (1600 / 20).
Si lo pongo en la calculadora de manera directa me da 81.6
Es el total de la producción esperada x el 2 %, considerando que la produccion total seria el cien porciento en unidades seria 1.00 y añadele el procentaje de scrap en decimal seria de .02 , lo cual nos da un 1.02 para efectos de cáalculo en la fórmula.
De donde se obtiene el 1.02
1600 X 0.02 = 32
1600 – 32 = 1568
1568 / 20 = 78.4
TAKE TIME Y TAKT TIME ES LO MISMO?
Hola Ana.
No, no son lo mismo. Takt, o más bien tiempo takt, es una palabra alemana que significa compás, cadencia o ritmo. De ahí que no tenga relación con la palabra «take» del idioma inglés.
Una exposición sencilla y precisa de un concepto muy relevante en el ámbito de la ingeniería industrial. Se agradece.
Excelente, justo lo que estoy trabajando en este momento…
Es increible que no den la formula como sacar el 1.02
alli se ve la preparacion.
que verguenza y perdida de tiempo
Hola Héctor.
El 1.02 es equivalente a sumar el porcentaje de scrap a la división de la demanda por los días laborales del mes, es decir, puedes reemplazar la operación en la imagen con: (1600 / 20) * 2% + (1600 / 20). Es exactamente lo mismo.